Ink is one of the oldest technologies invented by man. Egyptian civilization had an advanced technology of inks, both in color and in black, as exemplified by Yuya Papyrus, dated 1390 BC; an image from this papyrus serves as a background of this website. Ink technology based on carbon black (soot), resins of plants and water, were known in China and Japan. According to Wikipedia, the traditional Chinese method of making the ink was to grind a mixture of hide glue, carbon black, lampblack, and bone black pigment with a pestle and mortar, then pouring it into a ceramic dish to dry. To use the dry mixture, a wet brush would be applied until it reliquified. As this ink technology was coming to Europe from India, it became known as India Ink. Many elements of the old ink technology were re-discovered with the advent on inkjet printing in 1990s. See also the excellent wikipedia article https://en.wikipedia.org/wiki/Ink
The very first pigments were inorganic and based on carbon black or iron oxides. Thus, Altamira cave paintings in what is now modern Spain, are dating back to the range of 22,000 – 36,000 BC! The paintings are quite sophisticated and have been created in the same location over a period of many thousands of years. Egyptian art used color pigments, going back to about 3,000 BC. Ancient Rome utilized color pigments in mosaics and wall paintings. Many of them have been discovered in Pompei; they were conserved after the Vesuvius volcano explosion at about 79 AD.
For a long time, colorants for textiles were of natural origin and therefore, hard to acquire; they also served as a symbol of status. Organic dyes and pigments came into being with the developments of organic chemistry in 19-20thcentury; it was one of the first successes of organic chemical industry. Organic pigments are brighter than inorganic, but they are also less stable to light.
A demo of the Inca’s carmin colorant extracted from a cactus parasite. The colorant converts from red to orange in acidic media and can be used for coloration of textiles.
In order to be delivered on the substrate, the colorants need to be either dissolved or dispersed in a solvent. The most popular in solvent is water, as it is cheap, abundant and safe; many colorants can be dissolved or dispersed in water. Dissolved colorants are known as dyes, whereas the dispersed ones are known as pigments. In terms of the chemical structure, dyes and pigments often share a similar chromophore chemistry and differ only in solubilizing groups: dyes have grafted sulfo- or carboxy groups, whereas pigments have none.
Water is a moderately volatile solvent and it gradually evaporates after the ink is printed. After drying, the colorant becomes weakly or strongly bound to the media. The ink design can be done to enable either; however, in most cases, a strongly bound state is preferred as then the prints can withstand handling and environmental factors such as water spray or a dry rub.
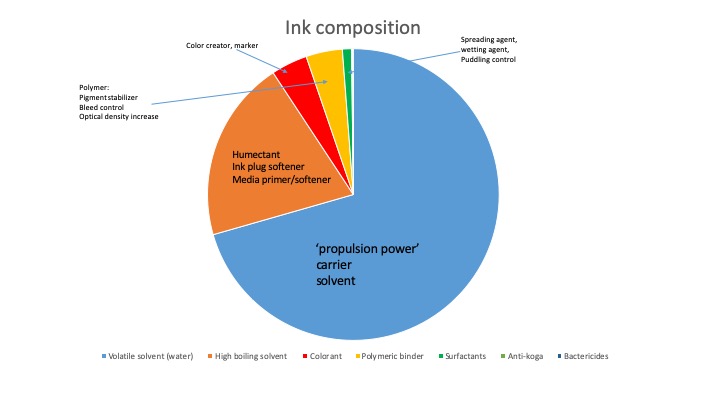
The colorant and a carrier solvent are the two essential components. However, If one wants the ink to print reliably from an inkjet printhead, and spread well on the printing substrate, many other components are required in the inks. Thus, a high boiling organic solvent is often present in addition to water. After water evaporates, the solvent stays behind, or evaporates only very slowly. This solvent may serve many purposes, the most common one being softening of the ink plug that forms at the inkjet nozzle, as the water evaporates from the inks. If there would not have been for this solvent, the pigment particles would have clumped together and would needed to be cleaned from the nozzle each time the printhead have started to work.
Polymers are often added to pigment-based inkjet inks. The polymers serve many purposes, from the stabilizing of the pigment particles, to improving durability of the prints. Polymers in inks are definitely a double-edged sword, as they often can cause severe clogging of inkjet nozzles.
Surfactants are often added to inkjet inks to improve their spreading on media and to control their wetting of the inkjet orifice plate and stability of the liquid jet. There are also multiple small additives that are used to bind impurities present in inks as well as to passivate the part of the printhead.
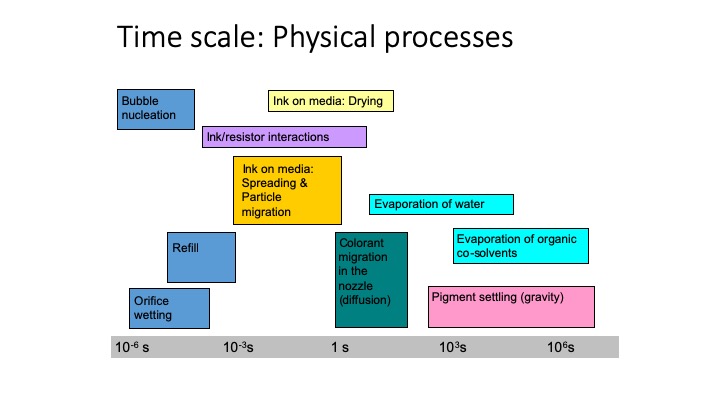
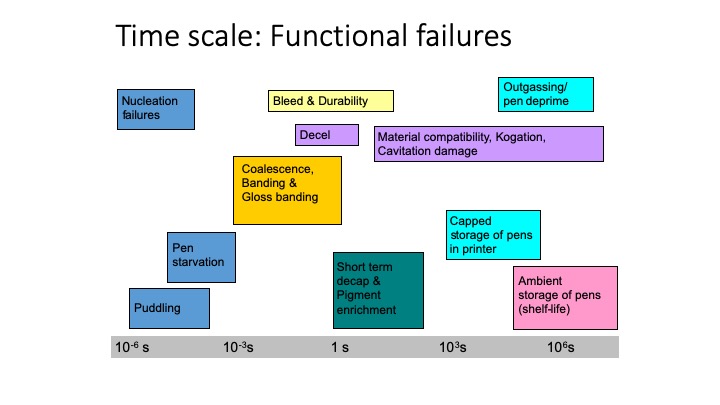
There are many physical processes in inkjet can could lead to functional failures, as shown in Figures below.
Inkjet nozzles loose water by evaporation on-the-fly very quickly, at the rate of several nanograms per second. This may not sound to be much, however, if one keeps in mind that an inkjet drop is only few nanograms in size, it becomes significant! As a result, if the nozzle stays idle for a few seconds, it may have a difficulty to print again. To complicate the matter, nozzles do not print all the time; in fact, nozzle usage is image and printhead location dependent. As a result, all the printheads need to spit the inks on a constant basis, to constantly bring up all the nozzles to the ‘fresh’ state. A sizable fraction of ink is therefore waisted in printer spittoons. This phenomenon of loss or misdirection of a nozzle after a short wait time is known as the short time decap.
It is desirable to have a working inkjet nozzle for at least, a few seconds. This time is determined the time needed to travel from the spittoon to the printing location, and therefore depends on by the scanning speed of the printhead and the width of the print bed. In other words, the printhead as it comes from the spittoon or from a capping station, to the area it needs to print, should have the nozzles in a state of a ‘good health’.
The discussion above covered the case of scanning printheads. If the printhead does not scan over the paper but stays immobile, spitting on-the-flight cannot be easily implemented— this arrangement is often seen in large printing presses that utilize Page-Wide Arrays (PWAs). In this case, for the sheet fed printers, spitting is done between the sheets of paper. For a web press that prints on a continuous roll of paper, the only way to spit the inks is on the web, either as a highly distributed ‘random noise’, or in the locations of no importance that will be cut in the following finishing process.
After the printing is done, the printhead goes in the capping station, where it is is sealed with a rubber cap. The cap is nearly air-tight and the evaporation rate is drastically reduced there, however, it is not completely stopped, and some water loss continues. In addition to this, if the inks are pigment-based, the pigment particles gradually settle under the action of gravity, as it sits in the cap. If settling is very strong, a sludge is formed in the area by the nozzles, and, unless this sludge is removed, the printhead will have a difficulty to print again.
Every time the customer comes from an extended break, such as vacation break, he or she expects the printer to work normally and to start printing again. In many cases , it is difficult to accomplish! Some pigmented inks, for example carbon black or titania based (black or white) are in particular difficult. On the printer side, there are many algorithms that help the printhead to remain healthy as it sits in the cap. Those include out-of-cap servicing, which is extensive spitting and wiping of the printhead after a long break. On top of that, the printers often wake up at night and do some servicing to the nozzles. An inkjet printer never truly sleeps!
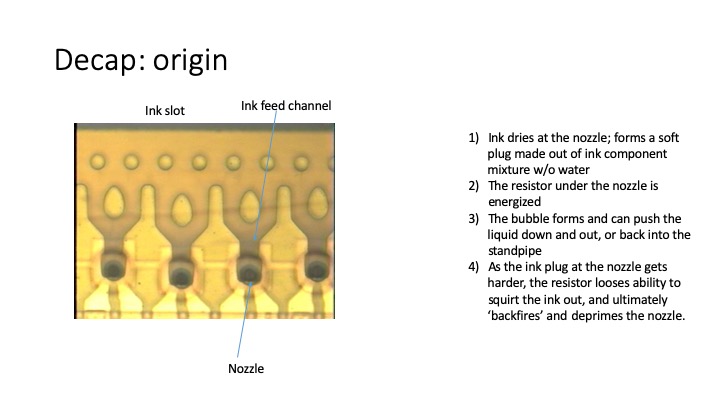
As water from the inks evaporates, a very viscous solid plug forms at the nozzle. This plug will be difficult to remove or to spit out, and the nozzle can become permanently clogged. However, by a careful selection of the organic solvent and the pigment surface modification, it is possible to cause the colorant migration away from the nozzle on storage. As the pigment migrates out, into the standpipe, the printhead becomes more easy to recover after a prolonged storage, as it is filled with essentially pure solvent, with a small fraction of water still present—on the other hand, the pigment is completely gone from the nozzle!
The rate and direction of the pigment particle migration can be the changed by the surface modification of the pigment particles, for example, by the chemistry of its surface groups (1,2).
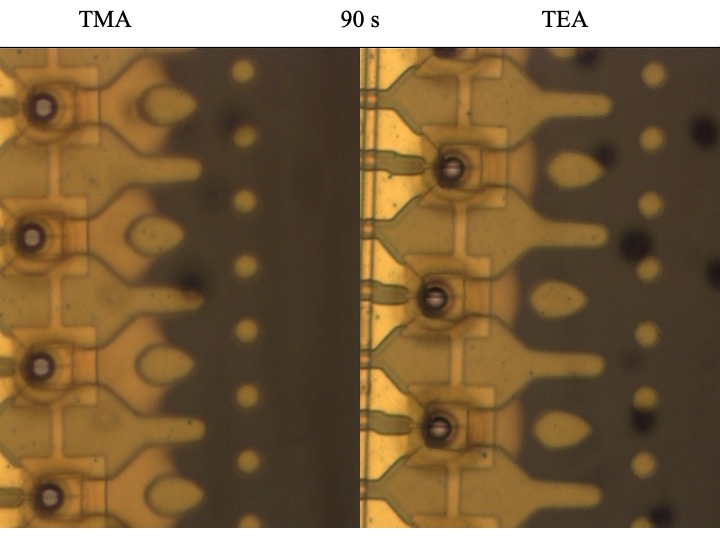
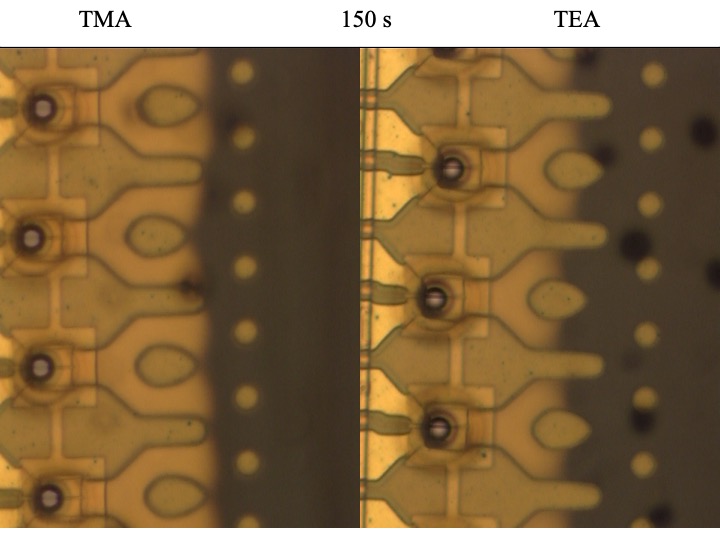
Figure 1 compares the rate of migration of a carbon black pigment modified with sulfo groups with different counter-ions. One can see, that changing the couter-ions from trimethylamine (TMA) to triethylamine (TEA) causes a major reduction in the pigment migration rate (1, 2). The pigment migration is caused by the creation of the solvent concentration gradient as water gradually evaporates, a phenomenon known as diffusiophoresis (3).
Figure 1. Comparison of the pigment retraction rates for carbon black pigments with different couture-ions: TMA (left) and TEA (right).
Kabalnov, A., Wennerstrom H. Pigments modified with surface couuter-ions. US Patent 20060162612A1.
Kabalnov, A., Wennerstrom H. Diffusion in Evaporating Solutions. Soft Matter, 2009,5, 4712-4718.
Anderson, John L.; Prieve, Dennis C. (2006). “Diffusiophoresis: Migration of Colloidal Particles in Gradients of Solute Concentration”. Separation & Purification Reviews. 13 (1): 67–103.
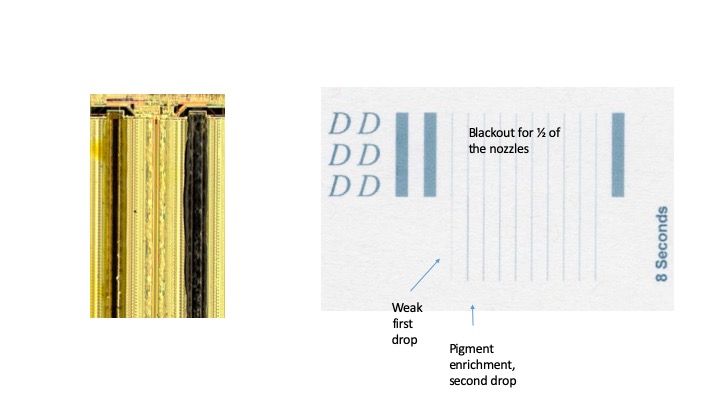
As water evaporates from the inks, the fluid remains at the nozzles because of the capillary suction. As water is removed from the ink feed channel, a liquid flow in the channel is established to replenish the loss, pushing more pigment particles to the nozzle. Normally, it would have caused the pigment particles to clump and the nozzle to be clogged. However if the solvent polarity and the pigment chemical modification is adjusted right, the pigment will start to retract from the nozzle, fighting the liquid flow, going ‘upstream’, similar to the salmon run in rivers, where the fish is going in masses against the flow, upstream. This will create an increased concentration of the pigment somewhere in the middle of the ink feed channel, aka ‘focusing effect’. In the end, this effect is beneficial, as the nozzle does not get clogged; it is a valuable tool in ink formulation.
Polymers play the most important part in inkjet inks, comparable, perhaps, only to the colorants themselves. Without polymers, colorants will not be able to bind to the media they are being printed upon, and will be washed off or rubbed off. The durability and the adhesion to the substrate are essential for the inkjet functionality. This feature is in most of the cases in a direct conflict with the inkjet reliability. The high polymeric durability on the printed substrates also causes undesirable side effects of deposits inside and outside inkjet nozzles and on the orifice plate.
One has to remember that every inkjet nozzle of water-based inkjet inks loses water at the rate of a few nanograms per second. Although it does not sound as much, the fluid chamber of an inkjet nozzle is only few picoliters/nanograms in size. As the result, in a few seconds, the concentration of the polymer at the tip of the nozzle becomes as high as 10 -30 wt%. Many polymers at this concentration form a very thick gel and the printhead becomes irreversibly clogged.
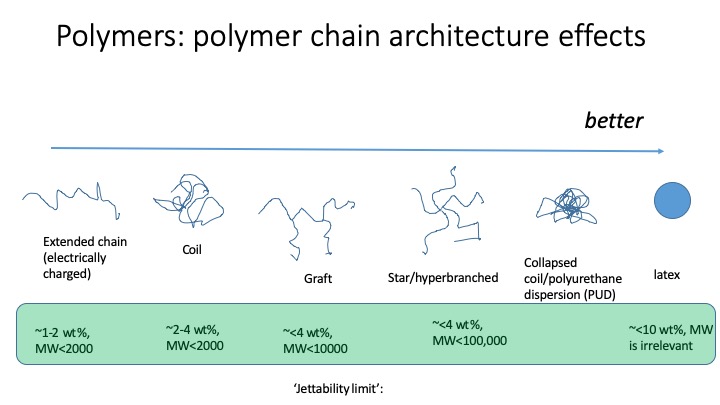
In order to prevent the nozzle from clogging, the molecular weight of the polymer needs to be kept on a lower side. Also, polymers with highly branched architecture can generate more compact polymeric coils with less overlap, and, therefore reduce the overall system viscosity.
Emulsion and dispersion polymers offer an intrinsic advantage in terms of the reliability over the linear chain polymers. As water evaporates from a polymeric dispersion, there is no coil overlap and gelation effects. The polymeric particles become jammed only at a relatively high volume fraction, ~ 0.5, whereas polymeric solutions can gel at a much lower concentration, as low as 0.01, see Figure 1.
Figure 1. Polymeric chain design and inkjet reliability
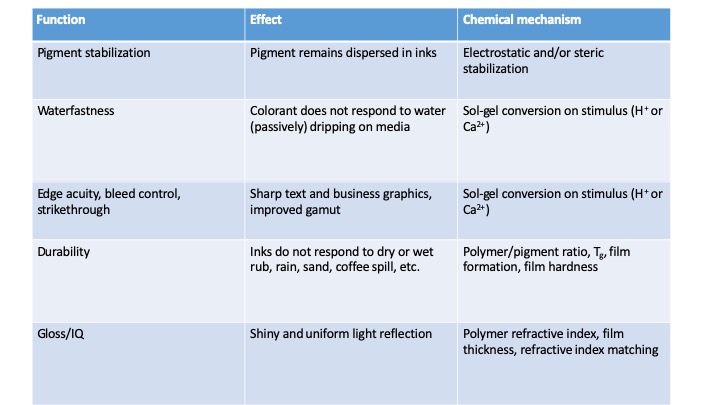
Table 1. Functions of polymers in inkjet inks
Beyond durability, polymers in inks serve many other functions. Many inkjet polymers are polyelectrolytes with solubilizing carboxylic groups. As many inkjet papers are strongly acidic, inkjet polymers in situ convert from the carboxylate to carboxylic acid form on the media. As a result, the ink becomes water insoluble and gels up, improving image quality attributes, such as the text and line edge acuity, bleed, optical density and strike-through. By contrast, as the acidity of sulfo group is much higher, sulfonated polymers do not provide such function. Other functions of polymers in inkjet inks are summarized in Table 1.
Before going to the whole discussion, let us define the terms. Permanence refers to how well a printed image lasts over time, whether it fades when exposed to sunlight, heat, or airborne pollutants. Durability refers to how well the image resists accidents, such as spilled water, smudging and fingernail scratches. Sometimes, the distinction between the permanence and durability becomes difficult to make, as the very definition of ‘accident’ depends on the assumptions and the expected mode of use. Thus, for outdoor signage, the images are exposed to water (rain, fog, snow) all the time. Even for photographs in a gallery, the images can get an occasional exposure to water due to saliva drops if people passing by.
Archivability on the other hand is the ability of a printed material to be stored for a long time without exposure to light or airflow. Other precautions also can be taken during this storage, such as keeping the relative humidity and temperature low, etc. Again, many other things can happen during the storage of an archived documents, for example, the pages can stick together, the paper itself can yellow and disintegrate, etc. We will be ignoring those.
Early inkjet photographs
After early inkjet photographs started to take on photo printing market in the end of 1980s-early 1990s, it was quickly realized that the photos do not produce a very durable/permanent output. It took about 20 years and now we fully enjoy durable and permanent photos, as the technology has matured. Also, inkjet output became good enough for the outdoor exposure. The latter is now getting more attention, and the image permanence of photos becomes less significant, as most of the images are now stored digitally and printed only when needed!
By far the largest factor is the choice of the colorant set for the inks, specifically, the chromophores of the colorants. In order of an organic colorant to absorb visible light, it must contain a highly conjugated system of double bonds. The way how these bonds are arranged together makes a big difference. If a single conjugated chain goes through the whole molecule , then breaking it in one place is sufficient to make the molecule colorless. On the other hand, in the system of conjugated rings, many bonds need to be broken before the molecule substantially changes its color. Thus, phthalocyanines are preferred as the cyan dyes/pigments and quinacridones for magentas; of course, carbon black which is essentially graphite with multiple benzene rings condensed together is very stable to light.
Dyes vs pigments. Dyes and pigments often have the same chromophores, but dyes are water soluble, whereas pigments are water-dispersable. As a result, pigments forms a thicker layer on media and it takes a longer light exposure (or ozone, for gas fade) to completely break it down. However, there are also some very stable dyes that are now used in photo imaging.
Organic versus inorganic pigments. Organic color pigments are based on aromatic structures connected by some kind of conjugation links. Some of these bonds are relatively weak and are easy to break by light quanta. Inorganic pigments, on the other hand, such as titanium dioxide (common white pigment) or ferric oxide (yellow-brown pigment) are very difficult to break by light. As a result, inorganic pigments are much more stable to light and are preferred for image permanence. Unfortunately, they tend to be duller and there is no good cyan, magenta, yellow, red and blue bright, chromatic inorganic pigments as they loose competition to organic pigments.
Yellow versus magenta versus cyan. As yellow pigments absorb in the part of the spectrum that is the closes to ultraviolet, they are exposed to the largest energy of the quanta and photolyze the easiest.