In order to characterize the image for fade due to light, it can be exposed to a very high intensity light source, with the following conversion of the exposure to real time. A care must be taken to match the spectrum of the expected light exposure to that of the light source used in accelerated test. Thus, the fraction of ultraviolet component in the light source must be carefully adjusted.
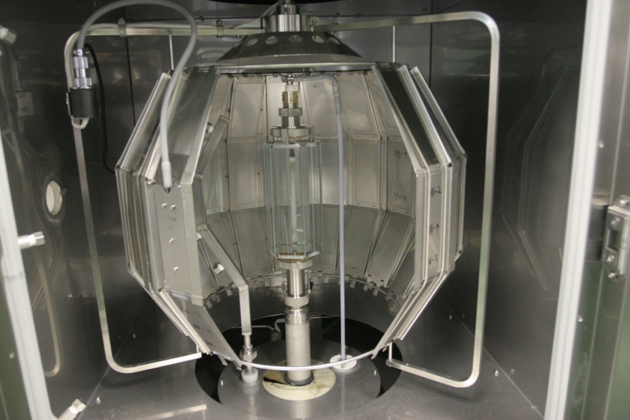
When the test is designed to simulate the exposure to sunlight (either direct, or filtered through the window glass), it is common to use Xenon Arc light source with appropriate UV filters. In a fade machine, the samples are mounted in a lantern arrangement around the central Xe-Arc source, and then constantly rotated to equalize the exposure.
Alternatively, the samples can be exposed to light real-time in areas where the sun exposure is very high. If appropriate controls are put in test, relative performance of different systems can be compared this way.
This is something that worried people for a long time. For how long will the information last- and if it will decay, how? We have some wonderful examples of a long preservation. We will not talk about cave wall art (which is perhaps 45,000 years old) and information written in stone, such as Rosetta Stone (196 BC). The oldest way to write something that would resemble books was on three Ps: Papyrus, Parchment and Paper. Papyrus is the oldest media known to men. The oldest papyrus that was dated is about 4500 old and the text is still readable. The Yuya Papyrus shown in this website, made in beautiful color is dated at 1390 BC. Fast forward and Dead Sea Scrolls found in 1950s, are as old as 300 BC, were written partially on parchment and partially on papyrus; the content of biblical texts is still readable and authentic, according to the scholars.
Paper as we know it was invented in China and the oldest paper document (a map) is dated 179 CE.
Whenever documents degrade, it is rarely due to the fade of inks. Most commonly, the media itself degrades due to rot or to fire.
This is something that we may be facing soon or perhaps are already facing. How long will the information recorded in digital format will remain readable? The danger is not only the degradation of the digital data carriers, but the progress in technology that makes the old data carriers obsolete. Some of us perhaps are facing this already as we cannot access our old floppy disks the new computers do not have floppy drives. The CDs and DVDs are still accessible but perhaps not much longer. The data can be stored on a cloud of course, but the cloud companies can go out of business. I am wondering if the digital information that has been generated during the last 20 years will still be accessible in 100 years from now.
One of the main challenges is to have a textile colorant bound to the textile. After the coloration is complete, the colorant must withstand washing cycles, and, when exposed outdoors, be stable to weather elements such as rain and sun. This is particularly challenging as the colorants are often applied as a solution/dispersion in water! Many technologies have been invented to convert the dye from soluble to insoluble form. For example, one can make the dye water soluble at higher temperatures, apply it to a textile and then have it made bound/insoluble in water at lower temperatures, at which the garments are used (or washed). These sparingly water-soluble dyes are called disperse dyes. Alternatively, one can rely on a partial conversion of the dye/pigment into an acid form to react with amino groups (in, e.g. Nylon) on the contact with textile (acid dyes) . Yet another option is to convert a water-insoluble dye into a water soluble form in a basic solution, with the following oxidation step to convert it back to water-insoluble form (vat dyes). Does it have to be so complicated? Direct dyes on the other hand can have enough affinity to textile by itself, without the stages pre-and post-treatment; however their waterfastness tends to be poor. Many textile dye chemistries are now available and are catalogued in Colour Index, first published in 1924. In the old times, dye chemical structures were heavily guarded by the manufacturers and the Colour Index database served as an intermediary between the dye manufacturers and the textile colorists. This produced many cryptic dye names (e.g. Acid Red 52) that do not disclose the dye structure. While it is still true for some dyes and pigments, many structures are now in public domain and can be found in monographs or on internet.
The textiles can be colored monochrome (single color) at the stage of the fiber manufacturing or immediately after; this process is known as dyeing, as opposed to textile printing, when the parts can be made in multiple colors by using more advanced printing methods such as screen printing. Inkjet recently has become available as one of the methods of direct printing on textile.
Pigments in India, on market stall
Please let me know if you use this photo. If you like it please give it a rating or leave a comment – Thank you!
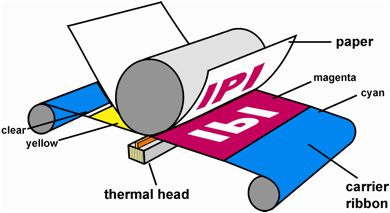
Dye sublimation is the process of conversion of a dye from solid state to vapor on contact with printing media. Often, the pressure is also applied to facilitate the transfer. The Cyan-Magenta-Yellow colorants can be incorporated into a polymeric film and diffuse into the printing media on the contact with a digital heating element. As the dye becomes vaporized, it becomes fully integrated with the substrate, on a molecular level, which makes dye sublimation prints very durable; also the colors become brighter as the dye/pigment de-aggregates. As the dyes for the sublimation process need to be easily vaporizable, this limits the colorant structures to lower-molecular weight, apolar chemistries.
It now becomes more popular, with the applications such as custom apparel items, e.g., for sports events, soft signage, flags, etc. The area is highly dynamic and new technologies are constantly developed. A nice review has been recently given elsewhere. One can print direct on garments with disperse, acid and reactive dyes. The downside of this technology is the incomplete binding of the dyes and multiple washing cycles may be required to remove unbound dyes. Alternatively, one can print using color pigments. Those will reside on the surface of a textile and generally can also be washed away and rubbed off, however it can be not an issue if the application does not involve a physical contact (e.g., signage). Finally, one can print he dye sublimation dyes on an intermediate substrate, with the following transfer on a textile under pressure and high temperature. As a result, very bright colors will be produced as the dye sub dyes de-aggregate and penetrate into the fibers.
Water is the most common solvent used in inkjet inks: it is cheap, non-toxic and a good solvent and dispersant for many pigments and dyes. Why then an organic solvent (or a mixture of solvents) are also required to be present? The solvents serve many purposes but the primary one is to keep the ink at the nozzle fluid on-the-fly as the water is being evaporated. These solvents are often called humectants, which is not quite correct as they do not hold the water well. Thus, an ink-jet ink that normally contains about 70% of water, at the tip of the nozzle may have only 5-10% of water left. The rest will be the organic solvents, polymers and colorants. The true purpose of the solvent is to have this liquid plug flowable and ‘managable’ i.e., relatively low viscosity.
There are hundreds of water soluble organic solvents to choose from. Organic polyols are quite often used in inks. They are miscible in water in all proportions and readily dissolve dies and disperse pigments. The main tradeoff of using them is their higher viscosity, which makes the ink plugs at the exit of the nozzles difficult to spit out. The worst case in this respect are polyols with several adjacent OH groups e.g., glycerol.
Viscosities of some C3-alcohols, in centiPoise, at room temperature (20-25C)
Solvent
Viscosity, cPoise
1-propanol
1.95
2-propanol
2.05
1,2-propanol
114
1,3-propanol
68
glycerol (1,2,3-propanol)
1400
Oligomers of ethylene glycol are not nearly as much hydrogen bonded and have a moderate viscosity . They also have no/less smell and not flammable. Mono and di-ethylene glycols are somewhat toxic, but tri-and tetraethylene glycols are commonly used in inkjet inks.
While the molecular mechanisms of viscosity of fluids is somewhat difficult to interpret, one can speculate of hydrogen bonding between OH groups. One can imagine some kind of 3D structure of hydroxyls that slide against each other and made the fluid viscous. Another example of bad polyols are sugars; they clog the nozzles very effectively. We all know how viscous the sugar solution in water can be! One would think that a mono-ols would be beneficial from this standpoint, but they have smell, are flammable and tend to attack the adhesives of the printhead.
Interestingly, co-solvents without OH groups tend to have less of viscosity increase with the loss of water and, in that respect, are advantageous for inkjet. Into this category fall betaine and urea. Both of these materials are crystalline solids, but fully miscible with water, and the solutions remain of low viscosity with the water loss. Urea would have been an ideal solvent for inkjet if not for its slow hydrolysis with time.
Viscosity of aqueous solutions of urea at 20 C, (Ref)
Dyes are colorants that molecularly dispersed and pigments are dispersed as nano-particles, typically in 50-150 nanometers range. We start with the discussion how the the inks behave on porous photo media. The surface of porous photo media is made of small alumina or silica nanoparticles, 10-100 nm in size. The media tends to be highly acidic, with the pH of about 4.
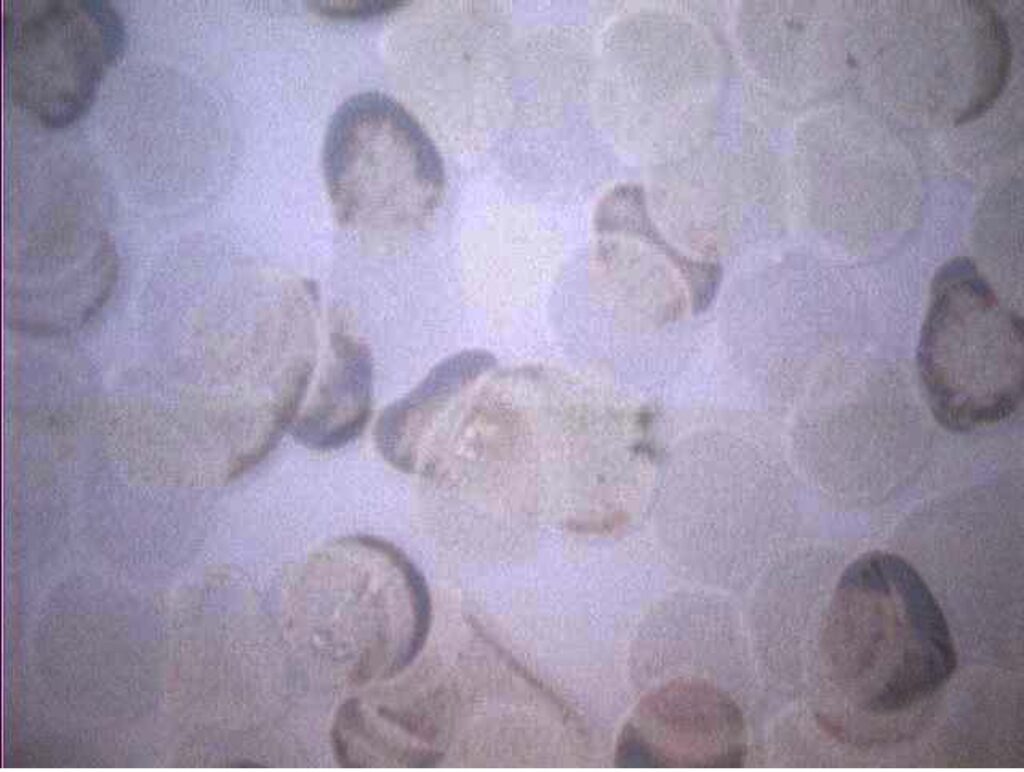
When printed on porous photo media, dye based inks penetrate through the pores and reside just beneath the surface. The splats of the dye-based inks tend to be somewhat diffuse as the inks do not chemically react with the media. On the other hand, pigment-based inks react with acidic medias instantly. The polymeric binders, which stabilize the pigment, convert into an acidic, insoluble form, and the ink gels up on contact. As a result, pigmented inks precipitate at the surface and do not go in. The resulting ink splat has clearly defined dimensions and is not diffuse. After the ink vehicle evaporates or penetrates within the media pores, a surface layer made out of the pigment and polymer remains. This causes an undesirable optical effect, known as bronzing, which is caused by the constructive/destructive light interference from both sides of the ink film.
Figure 1. bronzing of inks on photo media. This is a micrograph; The appearance of individual ink dots is shown.
The thickness of the pigment layer is not uniform across the image and depends on how high is the ink flux in a given location. The image gets a rainbow-like appearance locally, which also depends on the viewing angle. In addition, the light that scatters from individual pigment particles makes the appearance hazy.
Because of the lack of bronzing and haze effects, dye based inks on photo media have a superior image quality to that produced with pigment-based inks. They generate images that are very similar to traditional silver halide photographs, which, image quality -wise, still remains the gold standard of photo imaging.
However, dye based inks have some disadvantages. Dyes are small molecules and tend to be more mobile and diffuse in the media, in particular under high humidity conditions. It causes undesirable color changes and losses in the edge definition.
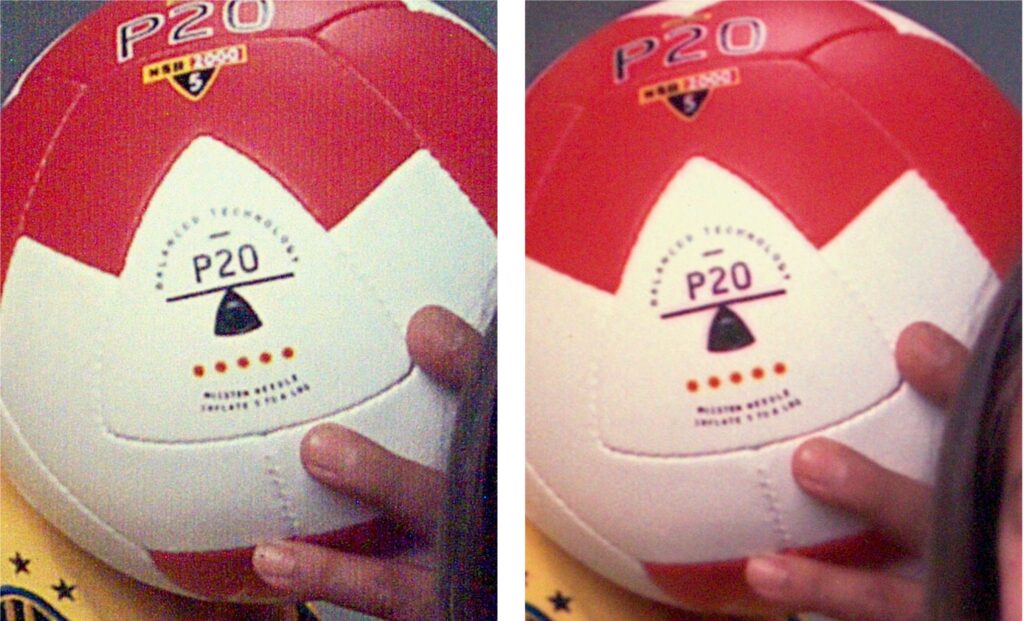
Figure 2. Example of a hue sift of dye based inks when the print was exposed to high humidity conditions. The increased dot gain for magenta inks causes the shift in color towards pink. (Left: before exposure; right: after exposure)Figure 3. The exposure to high humidity conditions cause the appearance of a pink halo around the black text
Durability of inkjet ink prints is another aspect to consider. Inkjet dyes are water soluble and photographs tend to be not stable to water splashes, whereas photos printed with pigmented inks are very stable to it. Conversely, because pigmented inks are settling on the surface of the print, the photos are unstable to surface scratches. Dye-based photos do not have this problem.
Performance on digital fine art media (DFA) is still another aspect to consider. Because DFA media is not glossy and generally has a rough surface, pigmented inks produce the image quality generally on par with dye-based inks.
Finally, for a while, the image permanence of pigment-based inks was considered to be superior to that of dye-based inks. Over time, a new generation of inkjet dyes has been developed, the image permanence has improved and they are, if not on par, but close to that of pigments.
To summarize, both dye and pigment-based inkjet inks have a place in photo imaging. Perhaps, because of this, Canon offers both dye and pigment based systems for photo printing, e.g., Canon Pixma Pro 100 (dye-based) and Canon imagePROGRAFPRO-1100 (pigment-based).
From my perspective, dye-based printers are more appropriate for advanced amateurs as they perform well across different media and are also more robust in use. Pigment-based systems suffer because of the ink settling with time, which causes color stability and reliability issues.
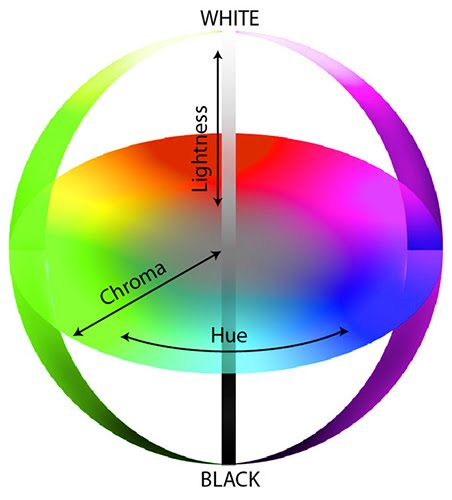
Inkjet printing in color can be done with only three inks: cyan (C), magenta (M) and yellow (Y). In principle, this is all that is needed to reproduce the colors accessible to humans. In our eyes we have rods, that see only the monochrome, and three different kinds of cones, that differ in spectral sensitivity. The cones enable us to see the world in color. As the number of the cone types is three, the perception of human color is normally three-dimensional, that is three parameters are needed to describe it. A common selection of parameters is lightness (L*), chroma (C*) and Hue (H*). Hue stands for the shade of color, Chroma, for the inensity of color, and lightness for the overall lightness/darkness of the color. The L* of 100 corresponds to white, whereas low L* values in the range of 2-10 corresponds to blacks. As the black is the primary focus of this post, we will be mostly talking about L*.
Note that some people are born with only one or two kinds of cones; for those people, the color space is two-or even one-dimensional. This effect is known as color blindness or daltonism.
Figure 1. Schematic representation of L*C*H* color space
By blending cyan and magenta ink dots, we can produce different shades of blue. Cyan and yellow will produce different shades of green, and magenta and yellow will produce different shades of red. Finally, by blending cyan, magenta, and yellow dots one can produce different shades of gray and black, which transition into CMYRGB colors. Thus, by manipulating the number of cyan, magenta and yellow dots one in principle can reproduce the whole color palette of human vision.
Why then the high end printers have so many inks? Thus, a photo printer often has light cyan, light magenta inks, as well as gray inks, in addition to CMY. Nearly all printers have a black ink (K) in addition to CMY. Some industrial printers are hexachrome systems CMYRGB and utilize red, green and blue inks in addition to cyan, magenta and yellow. Finally, many printers utilize spot colors, such as metallic and fluorescent/phosphorescent. Each of those inks serves a certain purpose, as described below.
Figure 2. 8-ink set of Canon Pixma Pro-100 printer includes, Cyan, Magenta, Yellow, Light Cyan, Light Magenta, Photo Black, Light Gray and Medium Gray inks
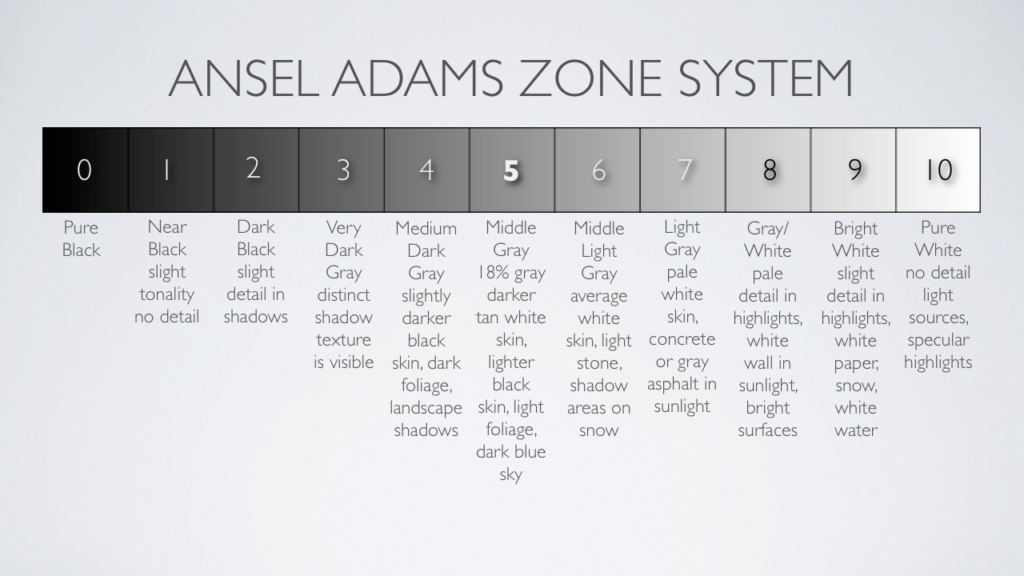
Black inks. Although blending cyan, magenta and yellow dots does produce black, it is rather a very dark gray, not black, with L* as high as 20. For a high quality imaging, a dedicated dark black is needed as it increases the dynamic range of imaging, and reduces the accessible L* to the value of 2-5. The concept was popularized by the great American photographer, Ansel Adams in application to Black-and -White photography, as eleven zones of gray that are required in high quality B/W photo imaging: https://en.wikipedia.org/wiki/Zone_System. Zone 10 coresponds to White; Zone 0 corresponds to black.
Figure 3. Ansel Adams’ Zone System
Without dedicated black inks, reaching Zone 0 would not be possible and the image would be truncated, say, at Zone 3.
The use of black inks in printing (that is, CMYK ink set) has a long history and goes long before the digital printing times, and Ansel Adams 11 Zone system. Commercial offset printers were CMYK type for a long time.
For inkjet specifically, the black ink is often carbon black pigment based as it is used for the text and graphics. Having black pigment helps with the quality of the text and line art as it reduces ink wicking along the fibers of paper.
The black ink is also very much needed for the photo printing as described above. If the printer is used on glossy paper in combination with dye-based inks, the true photo black ink also needs to be dye-based, otherwise some gloss nonuniformity will be produced. However, for digital fine art papers (DFAs), pigmented black is preferred as it creates a darker black. As a result, some high-end inkjet printers contain two different black inks, one for glossy media and one for DFA.
Figure 4. 10-ink system for a Canon pigmented printer includes two blacks: a ‘glossy’ photo black (PBK) and a matte black (MBK) which produces low L* values on DFA media.
Light cyan and light magenta inks are used in photo imaging to reduce the graininess (dot visibility) of the image. Nearly inkjet photo printers utilize those. The dark C, M ink dots, when printed in highlight areas, such as sky, snow, human skin etc. may be visible to human eye. Light Cyan (LC) and Light Magenta (LM) (also known as Photo Cyan and Photo Magenta) have the same shade as C and M, but are lighter. Often they have the same colorant as the dark cyan and dark magenta, but the colorant load is reduced. The colorant load is such that the single dots are no longer visible.
If a ramp of a cyan colors is printed with increasing optical density, only light cyan is used over light cyan areas. As the optical density of the cyan patches increase, the dark cyan ink is also added. It is used however over the area where the dots start to overlap and the single dot visibility is no longer an issue. The same applies to Magenta.
The light inks are also needed for the black ink, partially, for the same reason; this is how the gray inks were developed (see discussion below). There is no need in light yellow inks as the full dye load yellow dots are still very light and not visible.
The alternative to the light inks is to use a smaller drop volume of cyan and magenta (in 1-2 picoliter range, compared to 5-10 pL) in the light area of the print. It is rarely used as drops with this size are more difficult to produce and to control.
Figure 1. HP 58 Photo ink cartridge with light cyan, light magenta and photo black (dye-based) ink. The printhead has been discontinued (to the best of my knowledge).